
如何減少顆粒機環模磨損
【壓輥環模 新聞資訊】環模是顆粒機的核心零部件,其工作性能直接影響制粒的質量、顆粒成型、生產率。在顆粒飼料生產過程,由于環模與壓輥的互相擠壓和環模與飼料間的摩擦力,會使環模內壁磨損,導致其存在磨損快、壽命短等問題。
顆粒機環模的失效形式
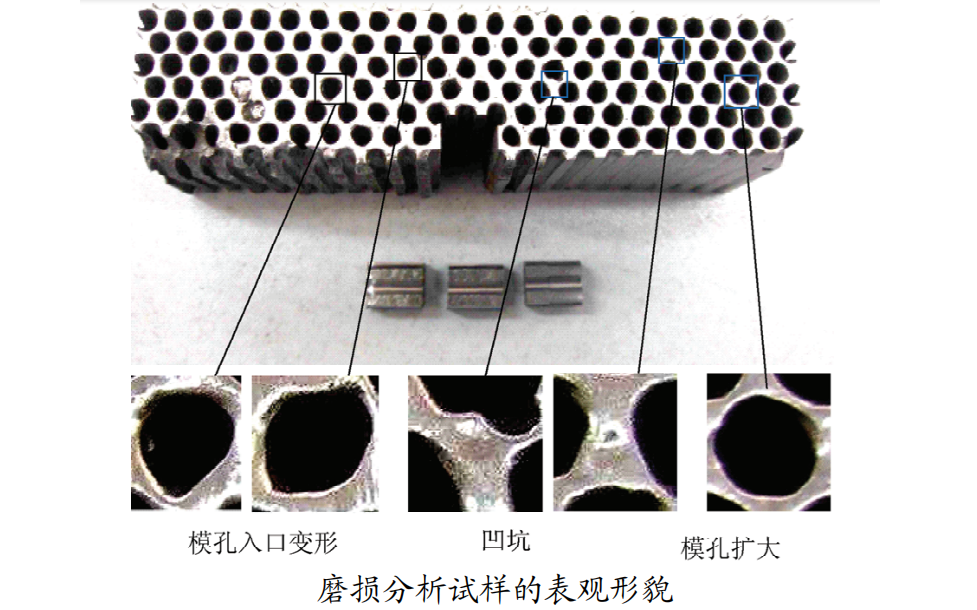
環模的主要失效形式是磨損,其次是疲勞破壞,有團隊對此進行了實際生產狀態下的磨損試驗:對環模內壁和模孔內壁的磨損量與表面硬度進行測量;對磨損面進行表觀形貌和微觀磨損形貌觀察;從宏觀和微觀角度對磨損機理進行分析。
結果表明:不同磨損位置起主導作用的磨損機制有所不同;環模內壁磨損十分嚴重,磨損機理為以微切削作用為主的磨粒磨損和疲勞磨損交互作用;模孔內壁磨損量較小,模孔入口附近以磨粒磨損為主,出口附近則以疲勞磨損為主,從模孔入口到出口磨損量呈指數形式逐漸減小,磨損由磨粒磨損為主逐漸向疲勞磨損為主過渡。
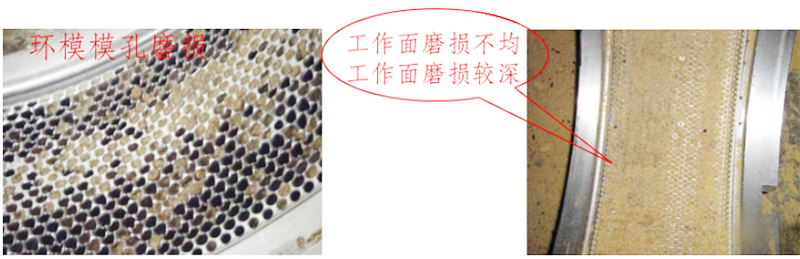
當環模孔磨損,內表面變得凹凸不平,阻礙物料流動;同時出料各小孔內壁磨損,孔徑增大,所生產的顆粒飼料直徑變大,這不僅降低了環模的使用壽命,還直接影響到生產效率和顆粒飼料的成品質量。
如何減少顆粒機環模磨損
1、重視除鐵除雜。目前大多飼料廠對鐵雜質的清除較為重視,但對砂石類雜質的清除稍有忽視。建議在粉碎前增加對砂石和金屬雜質的除雜工序,將砂石和金屬雜質除凈。
2、環模喇叭口涂覆。環模在使用過程中,導料錐(喇叭口)孔磨損最快,當喇叭口被磨掉會使擠壓時的進料量、擠壓力減小,模孔擠不出料,致使模孔堵塞、環模失效。寶殼環模喇叭口涂覆工藝是采用新型材料涂覆于喇叭口表面,形成具有保護、防腐的涂層,使環模喇叭口的耐磨性翻倍,延長環模的使用壽命。
3、對刮料析形狀結構進行改進優化。使物料在制粒室內分布均勻,防止環模和壓輥出現偏磨損的情況而過早失效。
4、改進物料的調質工藝。充分利用物料中的油脂和蛋白質等成分在制粒過程中的潤滑作用,能減輕物料對環模的磨損作用,同時有助于提高顆粒機產量。
5、正確調整環模與壓輥的間隙。顆粒機壓輥與環模的間隙一般為0.1mm-0.5mm,調節時通常使壓輥的外表面與旋轉環模的內表面輕微接觸,并在環模帶動下達到似轉非轉。正常情況下,模孔小的兩者間隙小些,模孔大的兩者大些;新環模間隙小些,舊環模間隙大些。
6、改進熱處理工藝。適當增加熱處理層深度,提升環模內表面耐磨層的硬度,提高環模的耐磨性,延長環模的使用壽命。