
顆粒機壓輥對比檢測,你會怎么選?
[壓輥 新聞資訊] 在顆粒生產行業中,常用環模和平模將粉狀物料壓制成顆粒飼料或燃料。無論是環模還是平模,都是靠壓輥和模具作相對運動,攫取物料使其進入有效工位,擠壓成型的。由于壓輥的工作環境惡劣,是易損耗、需要經常更換的零部件,倘若壓輥磨損過快,不僅會降低顆粒的成型率,造成易損件的成本升高,還直接影響生產率。要如何選擇使用壽命長、耐磨性好的壓輥?以下顆粒機壓輥對比檢測,你一定不要錯過!
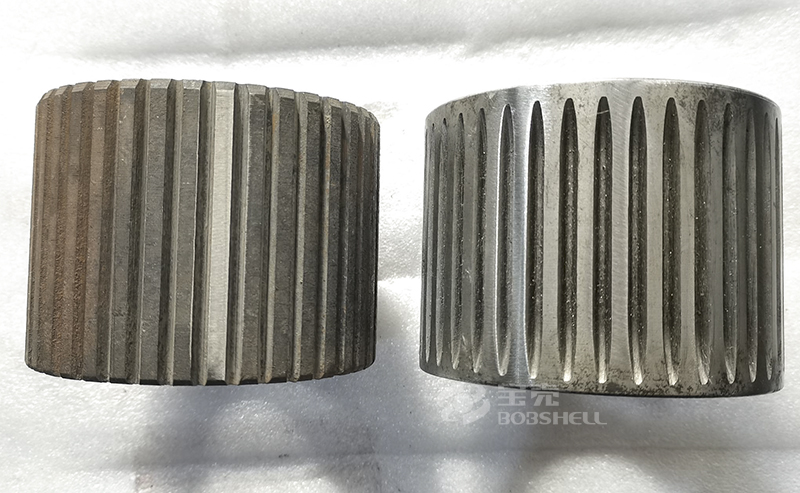
顆粒機壓輥對比檢測
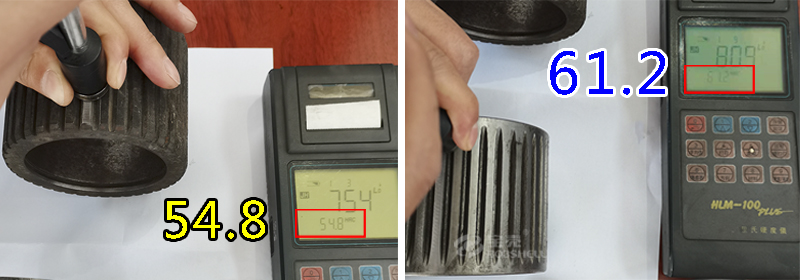
1、硬度值(HRC)
一般來說,硬度越高耐磨性越好,熱處理硬度值達到HRC58-62的壓輥有更高的強度和耐磨性。
普通壓輥:HRC54.8,硬度低不耐磨
寶殼壓輥:HRC61.2,有良好的耐磨性
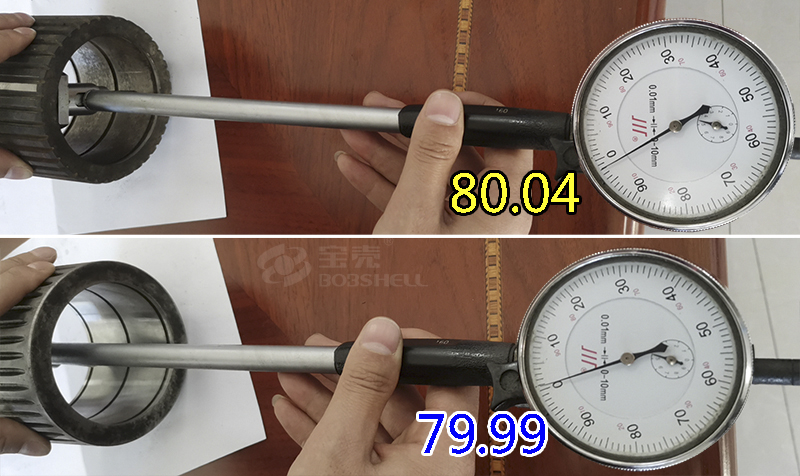
2、內孔公差精度
壓輥在工作狀態下與軸承是過盈配合,過盈配合是軸承尺寸必須大于壓輥內孔尺寸。如果內孔尺寸大于軸承外徑,會加速損耗軸承壽命。
普通壓輥:內孔80.04,軸承外徑是80,產生間隙
寶殼壓輥:內孔79.99,符合公差要求
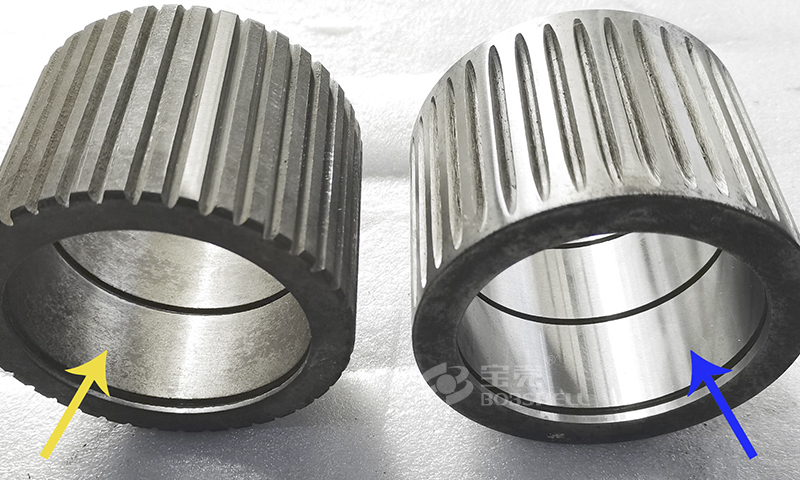
3、內圓粗糙度
車削工藝比磨削工藝粗,內孔比測量結果更大,產生間隙更大,影響配合精度。
普通壓輥:車削工藝,內圓表面粗糙值大
寶殼壓輥:磨削工藝,內圓表面粗糙度小
4、商標/標識
壓輥上應標有型號、規格和出廠編號等商標標識。商標及標識就像每個人的身份證一樣,一查便知道它是來自哪里,還能防偽追溯。
普通壓輥:沒有任何標識,沒有質量保證
寶殼壓輥:帶商標及標識,有質量及售后保證

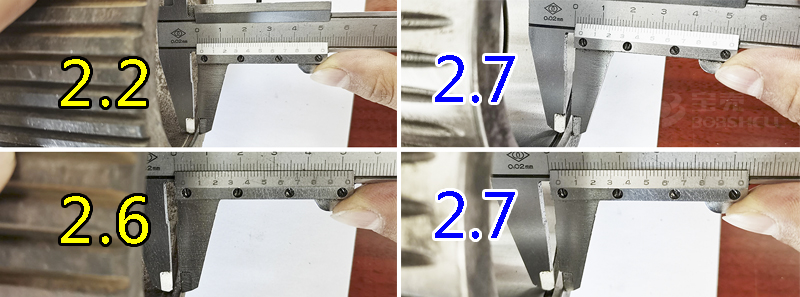
5、槽邊距
壓輥槽邊距兩端尺寸若有差異,加工質量差,會導致安裝后壓輥與模具出現偏差。
普通壓輥:兩端槽邊距分別為2.0/2.6,加工質量差
寶殼壓輥:兩端槽邊距分別為2.7/2.7,加工質量靠譜
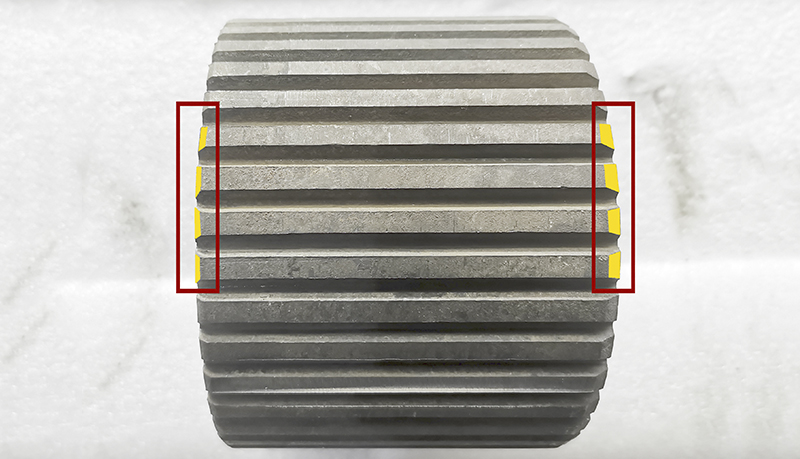
6、齒槽滾邊
普通壓輥:齒槽兩端滾邊尺寸不一致,加工隨意不嚴謹
老話說得好 :“不怕不識貨,就怕貨比貨”。看似不起眼的加工工藝,卻直接了決定壓輥的性能與使用壽命。看完了顆粒機壓輥對比檢測,你會怎么選?