淺析關于顆粒機壓輥的材質選擇(哪種壓輥更耐用更有性價比)
發布時間:2024/08/29
點擊量:0
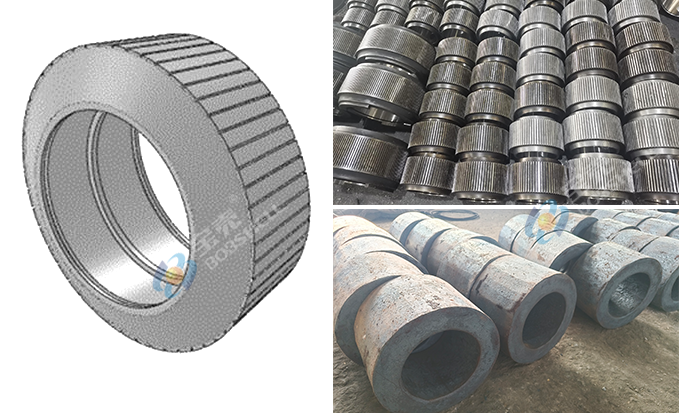
[壓輥 新聞資訊]顆粒機壓輥,又稱為壓輥殼、壓輥皮,是顆粒機的重要部件之一,它與模具配套使用,兩者對原料進行擠壓使物料成形。由于其工作繁重,工作條件苛刻,即便是質量再高,發生磨損現象也是不可避免的。
當壓輥出現了嚴重磨損,磨損層深度超過壓輥工作層厚度的70%,顆粒的成型率已下降到75%以下時壓輥應為失效。在生產過程中壓輥磨損過快,消耗量大,不僅降低顆粒的成型率,增加生產成本。所以壓輥的材質及制作工藝就顯得尤為重要。
在選擇壓輥材質時,我們首先要確定壓輥本身是易損件,定義就是“消耗品”,也就是說壓輥的壽命是一定的,所以在材質選擇時并不是越耐磨、使用無限長的才是好材質。
第二,還要考慮壓輥的工作特點。由于壓輥的偏心距調整是一定的,這就限制了壓輥選材,一般來說它的偏心距調整范圍8-10mm,這又決定了壓輥工作的壽命是一定的。在這個范圍內壓輥的硬度是遞減的,也就是隨著壓輥的磨損,壓輥的壽命會減低。
基于以上兩點,顆粒機壓輥最開始選用材質是GCr15。GCr15是高碳鉻軸承鋼的代表鋼種,綜合性能良好,淬火和回火后硬度高而均勻,耐磨性、抗接觸疲勞強度高。由于當時的制粒機器比較小、時產低,壓輥的單邊壁厚大多在35mm以下,這時候考慮材質價值占整個壓輥的比重還不算很大。但隨著生產者的要求機型增大,壓輥尺寸也增大,壁厚增加,軸承外徑能承受扭矩足夠大,所以壓輥的壁厚增加了,從而壁厚增加到50mm到100mm,這時材質的所比重占也加大了,造成壓輥的成本也就增加了。
隨著經濟的不斷發展,市場對壓輥的需求越來越大,因此市場上出現合金鋼、碳鋼、碳化鎢焊接外形等方式替代GCr15材質的顆粒機壓輥。比如選擇低碳合金鋼20CrMnTi,這是一種中國特有的鋼,因為含Ti(個別國家選用16MnCr5)。這種材質可以滿足滲碳后表面硬度高,HRC60以上,由于是滲碳鋼,熱處理前需要補碳,滲碳層通常隨著時間增加,碳濃度達到一定程度,滲碳層也就終止了深度,滲碳層深度一般是0.8-1.2mm。它的硬度隨著壓輥磨損后硬度降低很明顯,但是生產看不到這種磨損很快的變化,等發現時壓輥磨損已經到了報廢的程度。
選擇碳鋼材質成本低些,比如C50、C50Mn,價格有些優勢,用于制造耐磨性要求高的工件,壓輥的壽命也能滿足要求,但是客戶對這種材質認識很淺。
最后寶殼來和大家聊聊最近很流行的40Cr。40Cr是一種中碳合金鋼,具有優良的力學性能和加工性能,該鋼含碳量適中不會造成產品應力集中,含Cr 能提高淬硬層的深度,在熱處理時硬度和硬度層深都很好的表現。
寶殼40Cr壓輥經過適當的熱處理以后獲得了一定的韌性、塑性和耐磨性,表面硬度值達到HRC58-62,能滿足大多數人對壓輥硬度和耐磨需要,性價比高。俗語說:“不怕不識貨,就怕貨比貨,貨比三家不吃虧。”有需要的朋友可以聯系我們定制40Cr材質的壓輥,對比它的耐磨性和使用壽命。