
淺析環模顆粒機料層厚度對制粒的影響
[壓輥環模 新聞資訊]環模顆粒機的工作原理是物料通過進料口進入到轉動著的料盆內,由于離心力作用,使得物料不斷地甩向環模的內壁面上,形成均勻的環形物料層,這一環形物料層被帶入到環模和壓輥的接觸面上,通過對物料不停地旋轉擠壓,使其強行進入環模孔中成型,呈圓柱狀從模孔中擠出,并由切刀切斷成長度均勻的顆粒。
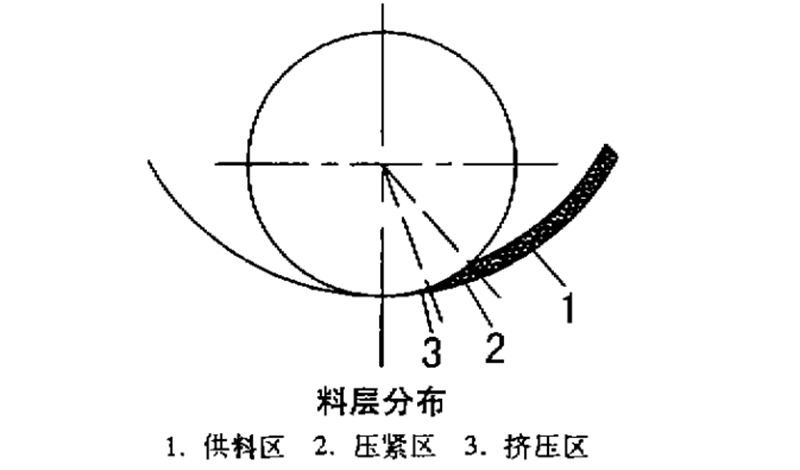
顆粒機料層分布
環模顆粒機壓制室內的料層分為三個不同的區域:供料區、壓緊壓和擠壓區。在壓緊區內,由環模和壓輥形成的工作楔角小于料層的臨界磨擦角,料層被帶動隨環模和壓輥的轉動而同步運動,移向擠壓區,且隨著壓緊區內任一斷面面積在運動中的不斷減小,料層被逐漸壓緊,密度不斷增大,但其內部各點的壓強還不足以克服模孔的磨擦阻力,所以料層只是不斷被壓縮,但并不向模孔流動。
而在供料區,由于環模和壓輥形成的楔角大于料層的臨界磨擦角,料層不被攫人帶動前移,只是堆積在環模和壓輥之間,隨著前面壓緊區內料層的前移,逐步補進由環模和壓輥轉動時不斷形成的新的壓緊區空間內。
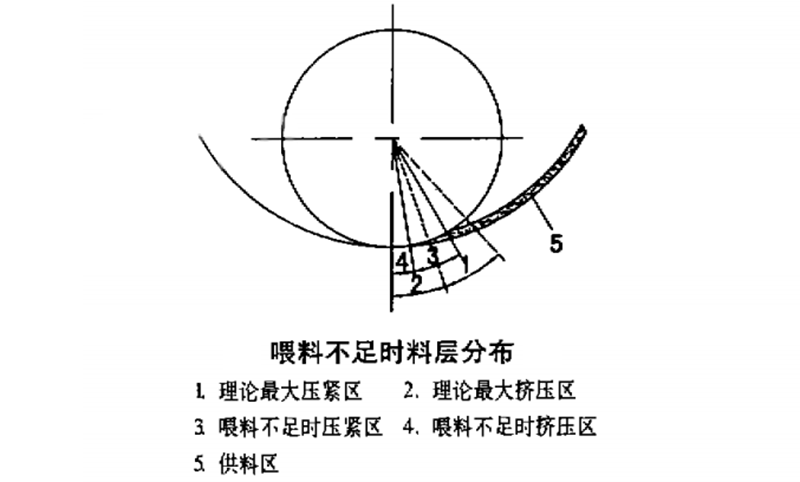
顆喂料不足時料層分布
理論上當供料區物料層厚度處于最佳值時,變形壓緊區和擠壓成形區的長度達到最大。當喂料量偏小,供料區物料層厚度小于最佳值時,變形壓緊區和擠壓成形區會隨著供料區厚度的減小而縮短。也就是說供料區物料層厚度偏小時,變形壓緊區的起始點將向擠壓成形區的終點移動,而擠壓成形區的終點D是恒定不變的。
變形壓緊區的起始點向擠壓成形區的終點移動,這時如果要將物料壓到原先的密實程度,變形壓緊區的長度不會縮短,相反還需要適當延長。隨著變形壓緊區向擠壓成形區區終點D的移動,在任一相同的區間長度內,空間的縮小量在不斷的變小,導致擠壓成形區的長度也在減小,進而造成被擠壓進環模孔的物料減少,生產效率降低。
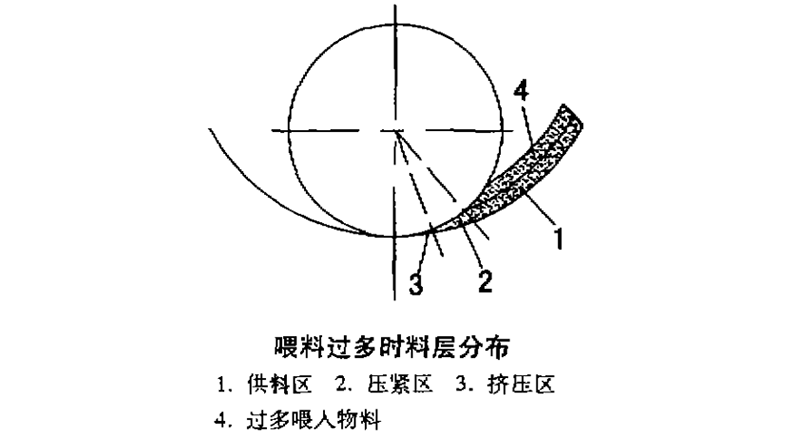
喂料過多時料層分布
制粒時,喂入的料層分布在壓緊區、擠壓區和總厚度沒有超過壓緊區最大切入點的供料區,顆粒機在允許的功率下會正常工作。如果供料區物料層厚度大于變形壓緊區的最大起始點,即超過供料區物料層厚度的最佳值,多喂入的料所在區間挾入角大于臨界磨擦角,物料不會被攫入壓緊區,這樣隨著喂料量的加大,進出平衡被打破,進大于出,供料區的料層會越積越厚,直到堆滿所有空隙,會導致環模孔堵塞,環模顆粒機不能正常工作,電流增大。
因此,在顆粒機實際生產過程中,當環模和壓輥結構參數一定時,根據壓制不同的物料,應該選用不同的喂料量,檢查進料是否均勻,料層是否過厚,有忽厚忽薄的情況,否則會導致電流不穩定,甚至造成憋機現象,影響制粒質量和生產效率。