
顆粒機壓輥總成裝配步驟及其螺絲脫落原因分析
[壓輥環模 新聞資訊]顆粒機壓輥總成裝配是否到位,維護是否做好,是影響顆粒機及環模使用壽命的關鍵。不同廠家的壓輥其內部結構有所區別,安裝拆卸前一定要了解說明書相關內容。
顆粒機壓輥總成裝配步驟
以420T顆粒機為例,以下是正確的顆粒機壓輥總成裝配步驟,僅供大家參考:
1、將擋圈150用卡簧鉗裝進壓輥殼。
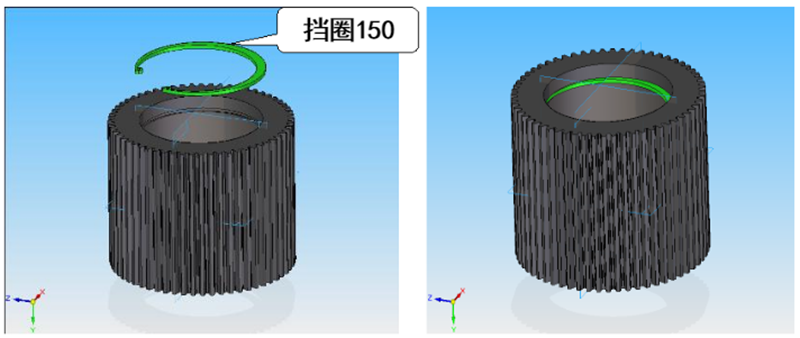
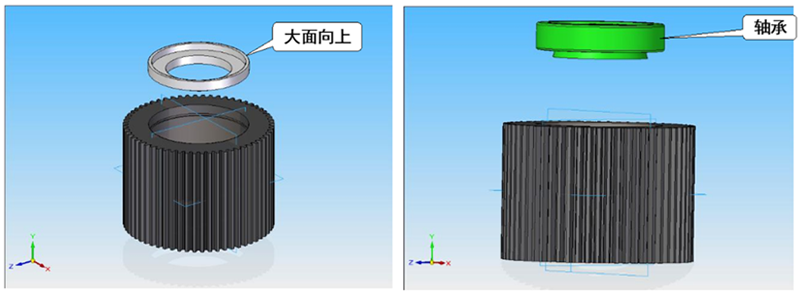
2、將密封蓋(二)裝入壓輥殼,底面和擋圈貼合,大面向上;將軸承內圈按圖示方向裝入輥殼,再將外圈裝進輥殼。
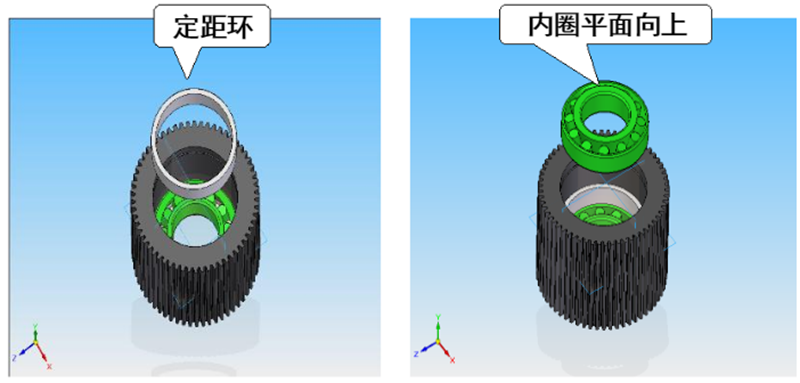
3、裝定距環和另一軸承,內圈平面向上
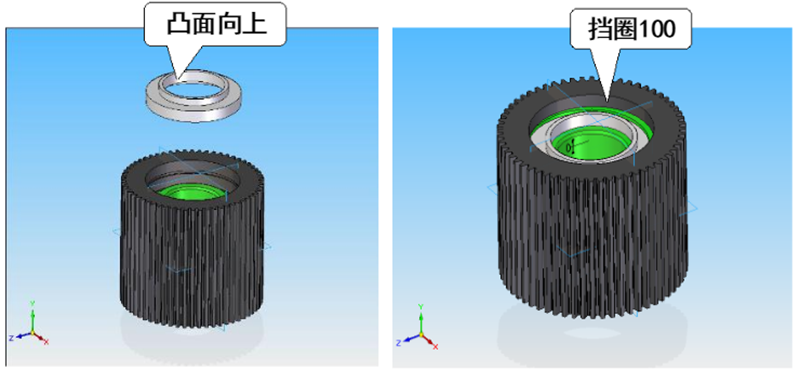
4、密封蓋(二),裝上擋圈
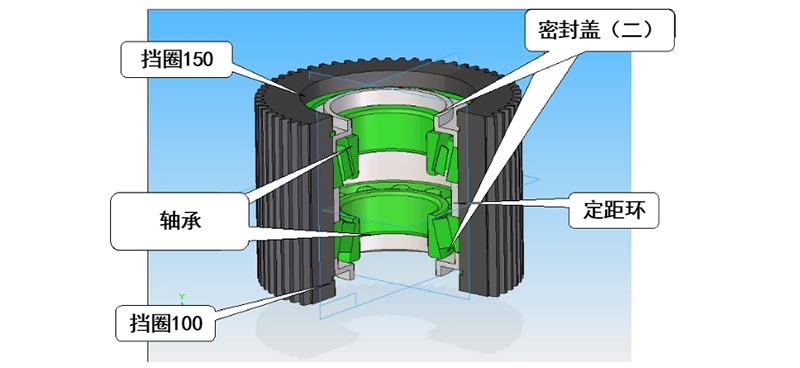
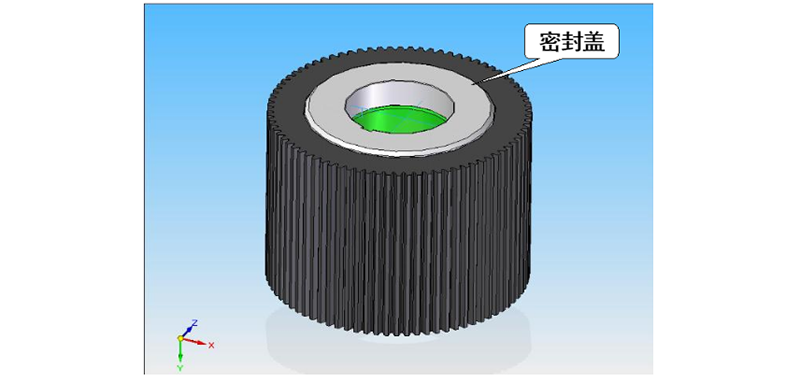
5、將密封蓋(一)裝進輥殼
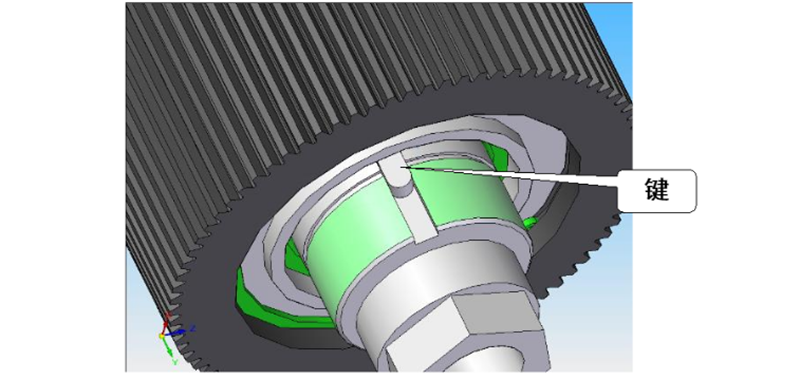
6、將鍵裝進壓輥軸鍵槽之中
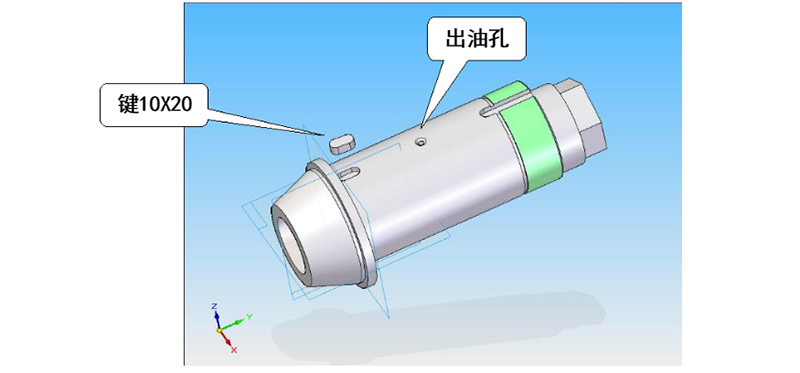
7、把輥殼架空,將壓輥軸穿進輥殼
8、將壓輥反轉
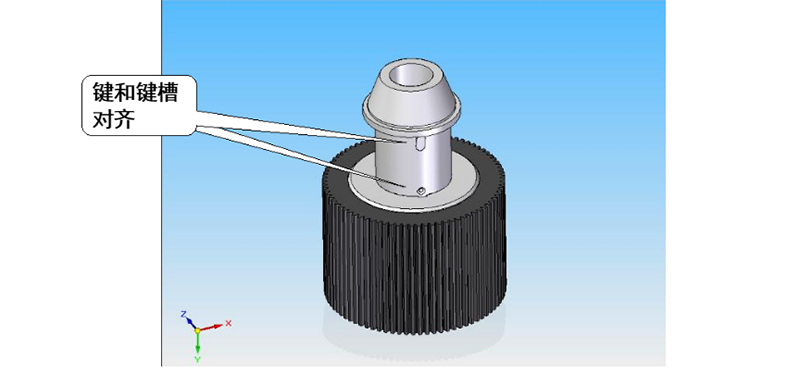
9、鍵裝進輥殼
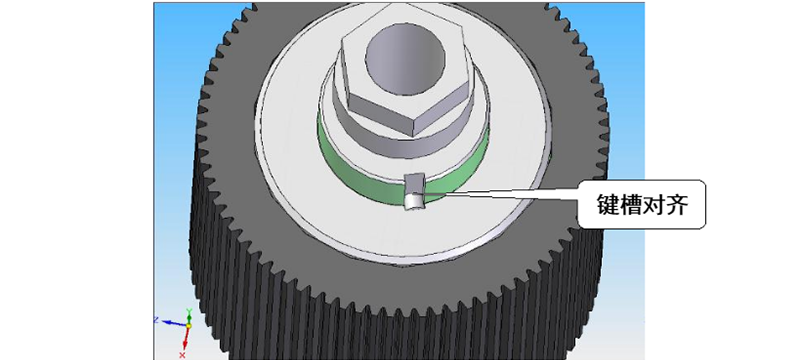
10、將密封蓋一對準鍵裝入輥殼
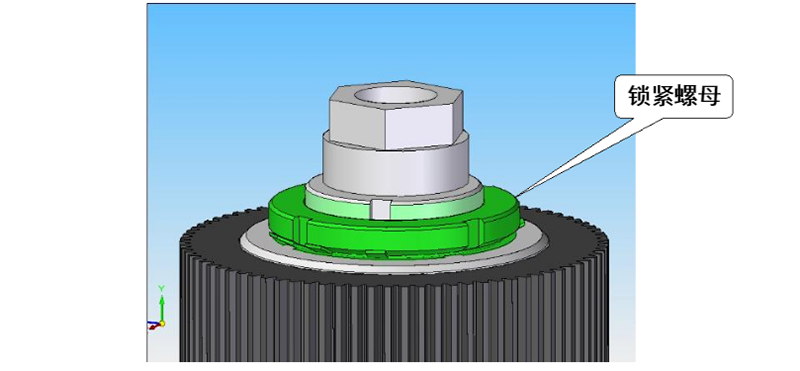
11、裝止退墊圈和圓螺母,鎖緊螺母
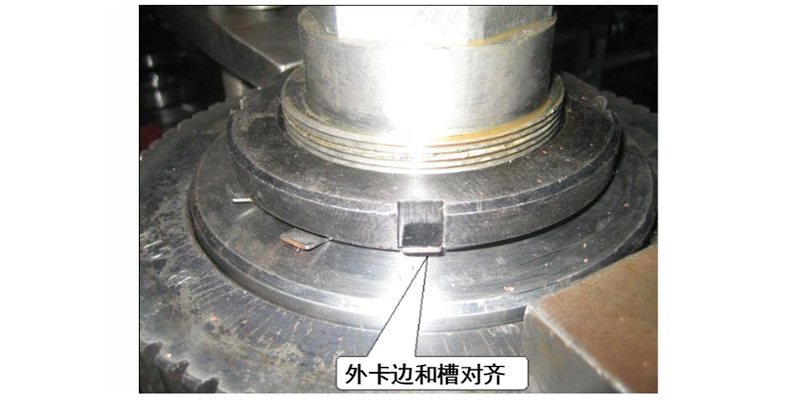
12、裝圓螺母,用工裝檢測軸承間隙,保證軸承間隙0.12—0.15mm,外卡邊和槽對齊

13、止退墊圈外卡邊和槽對齊
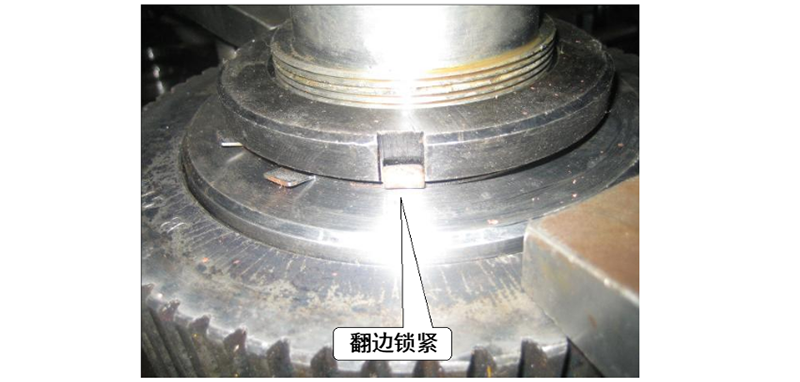
14、止退墊圈外卡邊翻邊鎖緊
顆粒機壓輥總成的安裝應按照其裝配程序和合適的間隙裝配,裝配的工序規范,安裝完以后,應該使用手能盤動,做到不松不緊,然后檢查整體,鎖緊螺母和止退墊圈,清理表面油污。
顆粒機壓輥總成裝配注意事項
1、安裝前要將壓輥所有零部件及安裝面清洗干凈。
2、安裝過程不能有雜質進入壓輥總成。
3、注意軸承間隙的調整,通過壓輥滾動過程是否吃力或過輕來判斷,后用止動墊圈鎖緊。
4、在裝配過程對壓輥軸承加潤滑脂,但不要將油脂填的過滿。
5、將壓輥總成裝回制粒室或置于規定區域備用。
6、安裝完后需全部檢查一遍方能開機使用。

顆粒機壓輥螺絲脫落原因分析
1、顆粒機在工作過程中,由于種種原因不可避免地都會出現震動,如果長期震動或有劇烈震動行為,有可能造成螺絲等零部件的松動甚至斷裂脫落。
2、螺絲現松動,可以觀察壓輥的止退墊圈是否已損壞并及時更換。
3、壓輥總成裝配錯誤也容易造成螺絲斷裂問題。
如螺絲脫落后進入制粒室后, 應立即停機檢查并清理,否則,小小的金屬異物就在顆粒機的壓輥和環模之間來回碾壓,堵塞模孔,甚至會造成環模斷裂,壓輥受損等現象。
寶殼模具提醒大家,還需定期檢查壓輥磨損情況和松緊程度,如發現壓輥軸承間隙較大,應松開止退墊圈,鎖緊圓螺母,減少軸承跳動。班前檢查壓制室內各螺栓、螺釘和刮刀有無松動現象,尤其要查環模和傳動輪聯接的螺釘。