
怎樣判斷生物質顆粒機環模和壓輥失效
【壓輥環模 新聞資訊】環模和壓輥是生物質顆粒機的重要配件,它們的材質選擇及工藝處理,金屬材料的成分和性能是決定零件性的先決條件。由于環模和壓輥是易損件,生產到一定時間后需要及時更換,那怎樣判斷生物質顆粒機環模和壓輥失效?
生物質顆粒機環模失效判斷
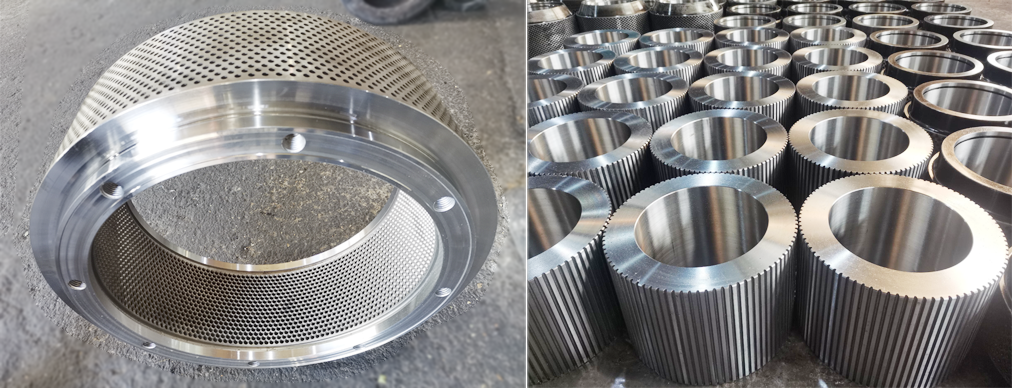
環模是多孔性環形模具,壁薄,模孔密布,裝配尺寸精度高,是生物質顆粒機的核心部件及易損件,造價成本高。環模在正常工作過程中,始終存在著與物料間的摩擦作用。隨著生產物料量的增加,環模逐漸磨損并導致失效。從生物質顆粒機環模實際失效現象來看,可分成三類:
第一類:環模工作一段時間后,出料各小孔內壁磨損,孔徑增大,所生產的顆粒飼料直徑超過規定值而失效;
第二類:環模內壁磨損后,內表面凹凸不平嚴重,使飼料流動受阻,出料量下降而停止使用;
第三類:環模內壁磨損后,使內徑增大,壁厚減小,同時出料小孔內壁也隨著磨損,使各出料小孔間的壁厚不斷減薄,因而結構強度下降,在出料小孔的直徑增大到允許的規定值之前(即出現第一類失效現象之前),在最危險的截面上首先出現裂紋并不斷擴大,直到裂紋延伸到較大的范圍而導致環模失效。
要從根本上避免環模的失效是不切實際的,只有改善環模制造、生產及使用條件,從而延長環模的使用壽命,節約成本。另外環模能用多長時間,與它保養程度也有著莫大的關系,注重維護保養會相對地延長其使用壽命。
生物質顆粒機壓輥失效判斷
壓輥是生物質顆粒機的重要零部件之一,其外圓周表面加工成齒槽形狀,作用是為了增加與物體的接觸,使環模運動時,增加料與壓輥的摩擦,并帶動旋轉。當壓輥輪齒直徑尺寸磨損到極限時,只需更換了壓輥,環模與壓輥又能正常工作。
從生物質顆粒機壓輥實際失效現象來看,當壓輥出現了嚴重磨損,磨損層深度超過壓輥工作層厚度的70%,此時生物質顆粒的成型率已下降到75%以下,我們認為其失效。此時壓輥的攫取能力明顯下降,出料速度降低,散料增多,外表面凹坑迅速增多。國內制粒用戶多是會將所用的壓輥磨損到極限齒輪磨平再報廢。
在顆粒生產中,除原料對壓輥正常磨損外,木屑等原料中多含有砂石、硅化物以及鐵屑等硬質顆粒物,加劇了對壓輥的磨損。在苛刻的工作條件下,即使壓輥質量再好但受到磨損后,也需要定期更換,其壽命較環模的壽命要短,消耗量大。
以上是怎樣判斷生物質顆粒機環模和壓輥失效的幾點常識,僅供廣大制粒用戶參考。